Deep hole machining methods
Deep hole machining methods
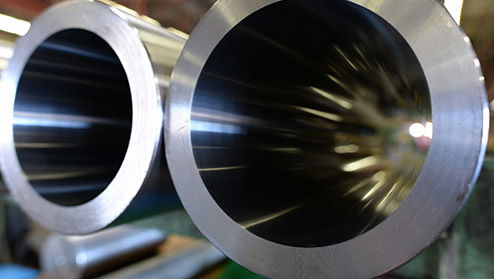
Solid drilling is the most common method. It involves the machining of a hole in solid material.Often, the hole diameter, straightness and surface finish are so good that no subsequent machining is required.

Counterboring a pre-drilled hole is normally performed to obtain better straightness, surface finish and tolerance when machining forged, cast, pressed or extruded components.
If the machine power is insufficient for solid drilling in one operation, the hole can be pre-drilled with a smaller solid drill and then counter- bored to the desired diameter.
Hardening, tempering, stress relief annealing or other operations are sometimes performed between solid drilling and counterboring.

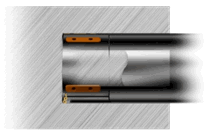
Trepanning is performed without pre-drilling, but instead of machining away all the material in the form of chips, the tool leaves a solid core in the middle of the hole. This method is mainly used when machine power is limited, since the power requirement is lower than in solid drilling.
In the case of large and expensive workpieces, it may be difficult to obtain suitable sample material.
The core can then be used for tensile test specimens and material analysis.
Particularly in the case of expensive material, the core should be recovered and used for other purposes.
Note:
In the drilling of blind holes, a special tool is needed to crop off the core. In deep holes, the core will deflect because of its own weight and must be supported to prevent problems with insert breakage.